
免费咨询热线
0571-852787786
0571-852787786

YYVIP易游新闻
NEWS 更新时间:2026-02-24
更新时间:2026-02-24 点击次数:
点击次数:
YYVIP易游·(中国有限公司)官方网站-过去三十年,电子和光电子行业持续发展,核心动力之一是半导体材料生长与制备技术的突破。外延技术凭借晶体有序生长的特性,成为行业进步的关键。高亮度氮化镓(GaN)基发光二极管(LED)、高电子迁移率晶体管(HEMT)、量子阱激光二极管、异质结双极晶体管等性能优异的电子和光子器件,其核心结构均由外延工艺实现。
外延技术既能精准制备高纯度半导体材料,又能灵活控制界面特性、掺杂分布及新型材料组合,为器件性能升级提供了广阔空间。
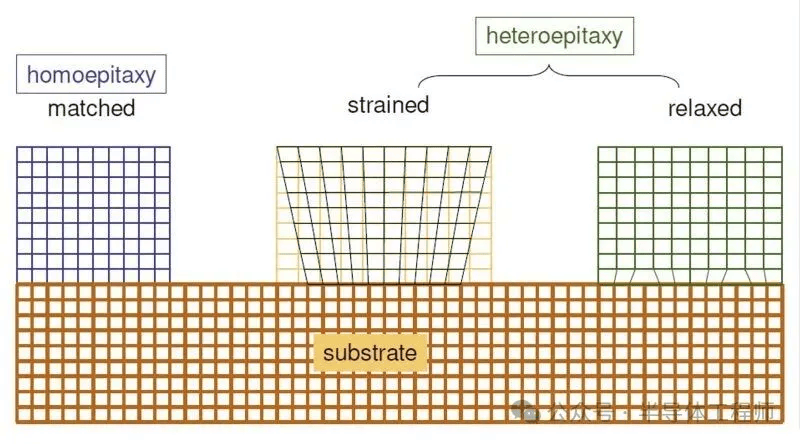
半导体材料中两种核心的外延生长模式 ——同质外延(homoepitaxy)与异质外延(heteroepitaxy)
“外延(epitaxy)” 由罗耶(Royer)于1928年源自希腊语,意为 “有序生长于其上”,即外延层(晶体)在衬底(宿主晶体)表面,按晶面对称性有序生长的过程。
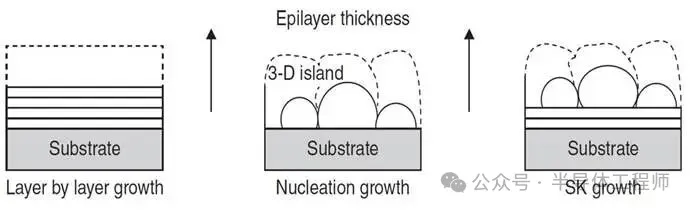
外延生长受两大核心因素制约:外延层与衬底的平行晶格常数差异(晶格失配)和化学相容性;从热力学角度,其平衡形貌由外延层表面自由能(Eep)、外延层-衬底界面自由能(EI)与衬底表面自由能(Es)的关系(即润湿条件)决定。基于这些因素,外延形成三种典型生长模式。
层状生长(弗兰克-范德梅尔生长模式),是热力学稳定状态下的二维生长。原子在衬底表面聚集,形成单层岛状结构,随沉积时间增加,岛状结构扩大并连成完整单层,后续单层依次生长至目标厚度。这种模式常见于同质外延(如硅/硅、GaAs/GaAs)或晶格匹配的异质外延(如AlGaAs/GaAs)。
为实现真正层状生长,科研人员开发了迁移增强外延(MEE)和原子层外延(ALE /原子层沉积ALD)技术。MEE通过周期性中断源通量和表面重构,让原子充分扩散到成核位点;ALE/ALD 通过通量暴露与吹扫周期的组合,实现单分子层自限制沉积。二者均能实现原子级厚度控制,但生长速率较低(1单层/秒),多用于极薄外延层制备,其中ALD 已成为硅上高 κ 栅介质沉积的首选技术。
成核生长(沃尔默-韦伯生长机制)适用于热力学不稳定体系,以三维岛状方式生长。岛状结构随沉积时间增大,相互接触共生,最终形成连续薄膜。这种模式常见于晶格失配严重或化学不相容的体系(GaN /蓝宝石、SiC/Si),行业已开发柔性衬底、界面模板工程等技术应对相关难题。
第三种是层状生长后续成核生长(S-K生长模式),适用于晶格失配程度较低的情况。初始阶段,系统保持稳定并完全润湿,随外延层厚度增加,总表面自由能升高,生长模式转为三维生长。InGaAs/GaAs、SiGe/Si等赝晶结构均通过该模式生长制备。
半导体行业中,分子束外延(MBE)和化学气相沉积(CVD)是两种成熟的外延生长技术,均具有非平衡特性,且衍生出多种适配不同场景的技术变体。
分子束外延(MBE)的核心原理:在超高真空环境中,通过喷射炉或克努森池蒸发硅、锗、镓、砷等元素源,形成的原子/分子束以弹道特性轰击加热的衬底,经表面迁移、再蒸发、成核、晶格并入等步骤,完成生长。
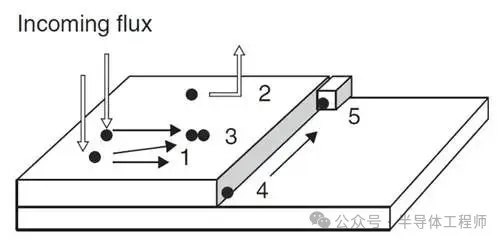
图2 分子束外延(MBE)过程的基本步骤。1表面迁移 2再蒸发 3形成孤立的二维团簇 4 在台阶边缘并入晶格 5沿台阶边缘迁移并在扭折处并入晶格
MBE 系统由不锈钢制成,包含装载室、传输与分析/处理室及生长室,通过扩散泵、涡轮泵等组合维持10⁻¹¹托量级的超高真空,生长室周围的液氮低温板可防止内壁再蒸发并实现热隔离。
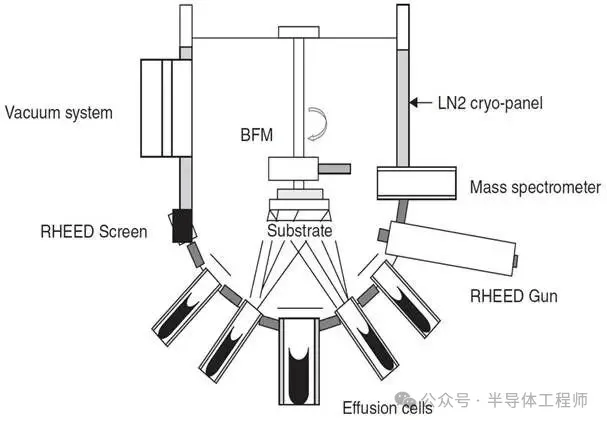
图 3 通用分子束外延(MBE)系统的示意图:明确装载室、生长室、喷射炉、RHEED 检测单元的位置关系,标注易泄漏点(如法兰连接处)和日常维护重点(如钛升华泵清洁周期)。
该技术的关键优势是配备超高真空原位表征系统,高能电子衍射(RHEED)是核心分析工具,通过 20 keV 高能电子束掠射,可实时监测表面重构、生长速率及合金摩尔分数——条纹状衍射图案对应二维生长,斑点状图案对应三维生长。
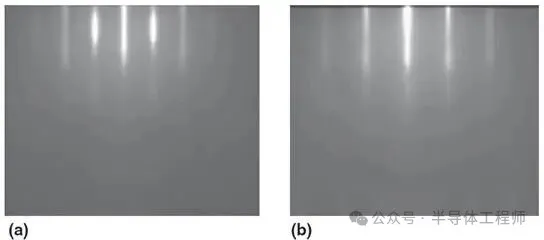
图 4 硅衬底上外延钛酸锶(SrTiO₃)的高能电子衍射(RHEED)图案:(a)沿 [110] 晶向;(b)沿 [010] 晶向。
经过20年发展,MBE 系统已从研发设备升级为多片晶圆处理的大型生产设备,Riber 7000型可容纳13个源,年吞吐量最高达24,000片6英寸晶圆。MBE存在成本高、维护要求高、停机时间长等局限,但凭借低危害特性和铝镓砷/砷化镓材料的优良生长品质,已占据砷化镓电子专用市场,多数砷化镓外延代工厂已转向该技术。
化学气相沉积(CVD)可在常压或近常压下进行,源材料为气态,通常以高纯度氢气或氮气为载气,生长过程涉及复杂气相和表面机制,且生长温度高于 MBE。以三氯硅烷(TCS)进行硅外延时,气相反应中已识别出 11 种 SixHyClz 物种和 9 种反应,一级近似反应为 SiHCl₃ + H₂ → Si + 3HCl。
金属有机化学气相沉积(MOCVD)是 CVD 的重要变体,广泛应用于砷化物、磷化物和氮化物基化合物半导体的外延生长,核心差异在于前驱体组合:金属有机源(如三甲基镓 TMG、三甲基铟 TMI)与第 V 族氢化物(如砷化氢 AsH₃、氨气 NH₃)协同作用。对于 III-V 族化合物半导体,V:III 比是关键参数,以氮化镓外延为例,需达到数千的 V:III 比以补偿氨气的低分解率,生长温度约为 1050°C。
MOCVD 系统由气体管路、负载锁、反应室和排气系统组成,反应器分为垂直型(气体流动垂直于衬底)和水平型(气体流动平行于衬底),支持 2-8 英寸衬底的单片或批量处理。Veeco 公司的TurboDisc® 垂直旋转圆盘反应器,通过高速旋转(≈1000 转/分钟)和复杂气体喷射器设计,实现均匀的边界层分布,兼具残余物堆积少、工艺稳定、颗粒数量少等优势,可提升外延良率并降低成本。
商业化 MOCVD 设备主要由爱思强(Aixtron,行星式/近耦合喷淋头设计)和 Veeco(涡轮盘设计)提供,均能实现优良的材料生长性能和可观吞吐量,其中 Veeco K465i 型每月最高可处理 700 片 6 英寸晶圆,并配备 DRT-210 原位监测系统,实时跟踪晶圆温度、表面反射率和曲率。
氮化镓(GaN)是宽带隙材料的代表,带隙宽度达 3.4 eV,兼具优异电子和光学特性,已成为化合物半导体最大市场 ——2020 年其 LED 相关市场规模超 150 亿美元,RF /功率器件市场约10亿美元。高质量GaN外延的核心挑战是缺乏本征或晶格匹配的衬底,目前行业主要采用蓝宝石(晶格/热失配率分别为 - 16%/23%)、碳化硅(-3.5%/-25%)和硅(17%/-115%)作为衬底,通过创新工艺突破失配难题。
为解决大晶格失配问题,科研人员开发两步生长工艺,采用沃尔默-韦伯生长机制。
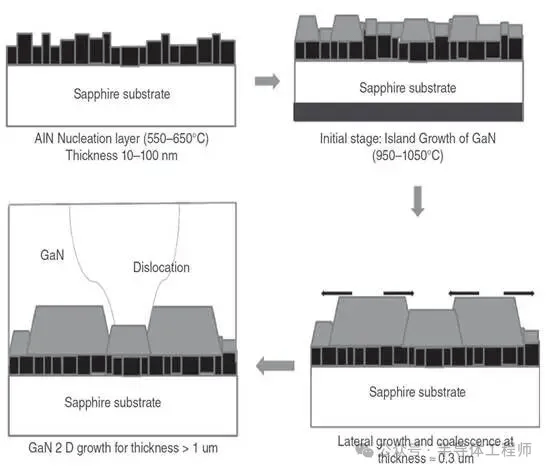
第一步,在 500-700°C 下,沉积数百埃厚的成核层(GaN或AlN),该层为高度有序多晶结构,晶粒密度和尺寸受温度、压力、生长速率影响,工艺需精准温度控制和原位监测;第二步,将温度升至 950°C 以上,在成核层上生长 GaN,初始为岛状生长,厚度达约 0.3μm 后,通过横向生长合并,最终转为二维外延生长。这一工艺已通过表面反射率原位监测验证,成核层材料类型、成核温度、V/III 比等参数的优化,是获得器件级质量GaN的关键。
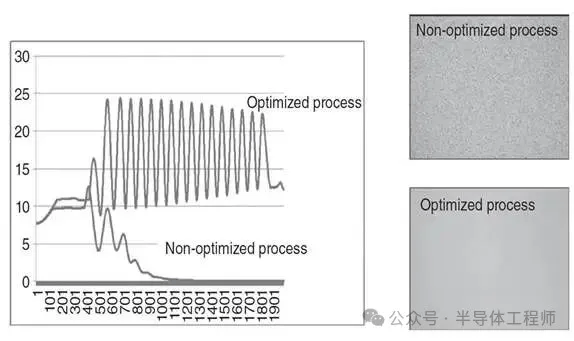
图8生长过程中的原位表面反射率:、左图振荡衰减(表面粗糙,需调整成核温度或生长速率),右图持续振荡(镜面表面,二维生长稳定),可作为工艺优化的直观判断依据。
尽管两步工艺缓解了晶格失配问题,GaN 薄膜中仍会产生大量位错 —— 在 GaN / 成核层界面处位错密度超过 10¹²/cm²,随厚度增加通过抵消 / 湮灭过程降至 10⁸/cm² 左右。这些位错包括螺型、刃型贯穿和混合三种类型,研究表明,位错密度处于 10⁸/cm² 范围时,对器件性能和可靠性影响极小。通过该工艺制备的 4μm 厚 GaN 薄膜,在 5×5μm AFM 扫描窗口中的均方根(RMS)粗糙度通常小于 5Å,呈现典型台阶 - 平台结构,6 英寸衬底的晶圆翘曲可控制在 80μm 以内。
器件应用方面,GaN 高电子迁移率晶体管(HEMT)是典型代表。通过在 GaN 缓冲层上生长铝镓氮(AlGaN)三元层,可形成二维电子气作为晶体管沟道。对于铝摩尔分数 x=25% 的 AlGaN/GaN HEMT,室温下面载流子密度约为 10¹³/cm²(面电阻约 400Ω/m2),迁移率超过1200 cm²/V/s,是RF和高功率器件的理想选择。赤崎勇、天野浩和中村修二在高质量GaN外延生长领域的突破性贡献,推动了GaN蓝光LED的产业化,三人因此荣获2014年诺贝尔物理学奖。
化合物半导体器件的性能依赖外延材料质量,需一套涵盖物理、电学和光学类别的表征与分析工具,从不同维度确保材料符合器件设计要求。
高分辨率 X 射线衍射(XRD),通过测量(002)对称和(102)非对称布拉格反射,评估薄膜结晶质量、应变与弛豫程度、合金成分。峰的半高宽(FWHM)反映结晶质量,(102)峰与刃型/混合位错密度相关,(002)峰受螺型位错影响,可通过特定公式估算位错密度。器件级材料要求:刃型位错密度小于10⁹/cm²,螺型位错密度小于 10⁸/cm²。
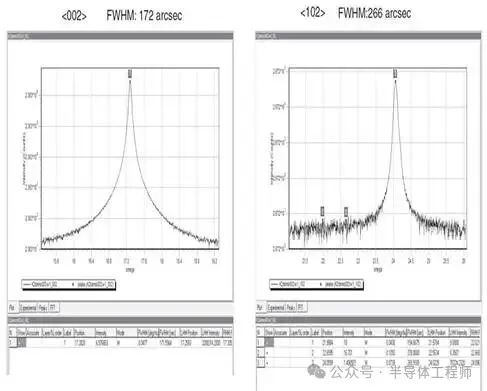
图11 蓝宝石上氮化镓(GaN)在(002)和(102)反射面的 X 射线衍射(XRD)摇摆曲线光谱:标注标准峰形和 FWHM 范围,便于技术员快速判断结晶质量,针对性优化工艺。
原子力显微镜(AFM)用于表征表面粗糙度、凹坑及其他缺陷,是观察台阶- 平台结构的核心工具。透射电子显微镜(TEM)可确认外延层厚度、界面质量并估算位错密度。二次离子质谱(SIMS)能监测背景掺杂、污染物含量、成分分布和厚度,GaN 外延中氧含量需控制在 SIMS 检测极限,碳含量通常处于 10¹⁶/cm³ 水平,用于补偿深能级杂质实现半绝缘特性。
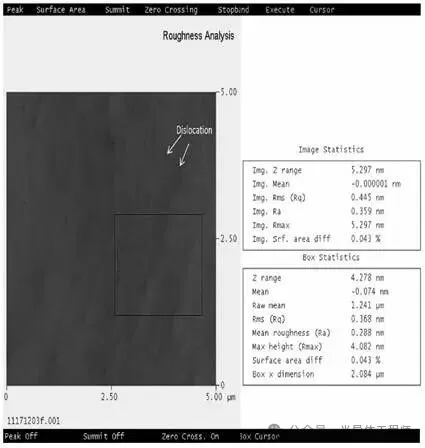
图 10氮化镓(GaN)外延层的原子力显微镜(AFM)图像:标注台阶 - 平台结构的正常形态,平台边缘暗点为螺型 / 混合位错,可作为表面质量检测的标准参照。
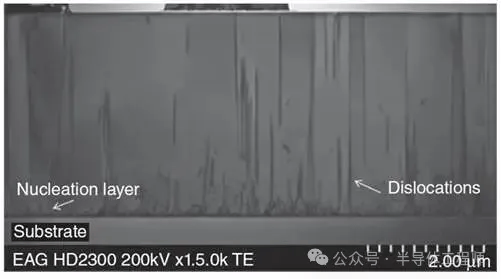
图9蓝宝石衬底上氮化镓(GaN)外延层的横截面透射电镜(TEM)图像:清晰展示位错分布,便于技术员通过 TEM 检测结果反向优化成核层工艺。
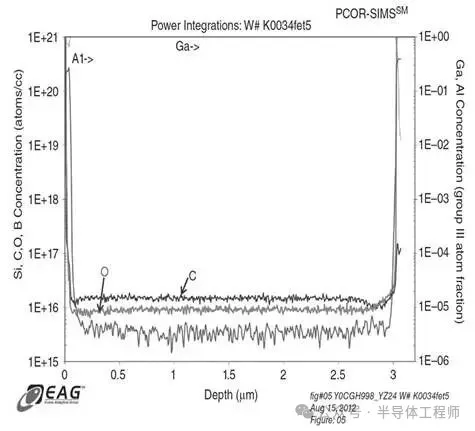
图14 蓝宝石上氮化镓(GaN)的二次离子质谱(SIMS)深度剖面。:明确氧、碳杂质的正常含量范围,可作为工艺稳定性监测的依据。
电学表征主要针对材料的导电性能。范德堡(Van der Pauw)法用于测量载流子迁移率,无接触面电阻测量可获取沟道载流子密度,电容 - 电压(C-V)测量用于表征本征 / 非本征载流子特性,这些参数直接决定器件的电学性能上限。
光学表征以光致发光(PL)为核心。室温下,GaN / 蓝宝石薄膜的 PL 光谱中,约 365 nm 处的强发射为带边(BE)发射,对应近带隙发光,是 GaN 光学特性的本征表现;约 550 nm 处的宽发射带为黄带(YB)发光,由镓空位等缺陷导致。黄带与带边的强度比是材料质量的重要指标,高质量器件需尽可能降低这一比值。通过 PL 测量还可提取 GaN 薄膜厚度和 AlGaN 层的铝成分,6 英寸外延晶圆的均匀性可达到 2%。

图 12 蓝宝石上氮化镓(GaN)的典型光致发光(PL)光谱:标注标准峰位和强度比范围,便于技术员快速筛查材料质量,提高检测效率。
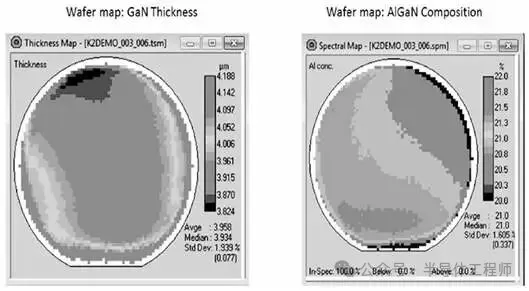
图 13 6 英寸外延晶圆的光致发光(PL)晶圆图,显示氮化镓(GaN)厚度和铝镓氮(AlGaN)层中的铝成分:展示厚度和成分的均匀性标准,可作为批量生产时的良率监控依据。
现代外延生产的核心挑战是平衡质量与成本,需在目标成本范围内实现大规模、高良率的外延晶圆生产,这要求对外延操作严格控制并实施高水平质量管理。与硅领域多数工艺不同,MBE 和 MOCVD 在工艺复杂度和设备要求上更高,需大量工程技术支持,因此需要具备材料生长科学、材料表征和器件物理深厚知识的高素质工程师,快速响应工艺窗口的微小偏差,维持外延操作的高质量水平,相关人力成本相对较高。
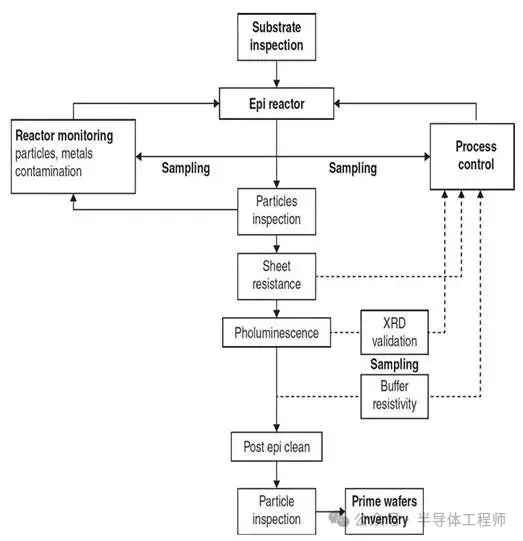
图 15 用于高电子迁移率晶体管(HEMT)应用的先进铝镓氮(AlGaN)/ 氮化镓(GaN)外延的工艺流程:标注各环节的检测节点和异常处理流程,便于技术员梳理量产中的质量控制逻辑。
统计过程控制(SPC)是外延工艺控制的核心方法,通过记录各参数的 SPC 图表,可实时监测工艺演变并及时发现异常。检测策略根据参数重要性和检测工具吞吐量制定:颗粒缺陷、PL 特性和面电阻等关键参数采用 100% 检测,高分辨率 XRD 和缓冲层电阻率则进行抽样检测。长期生产数据表明,通过 SPC 控制,GaN 缓冲层厚度、AlGaN 阻挡层铝成分和面电阻等参数可实现严格分布,体现了工艺控制的稳健性和外延窗口的宽广性,也证明当前 MOCVD 设备已具备生产复杂半导体材料体系的能力。
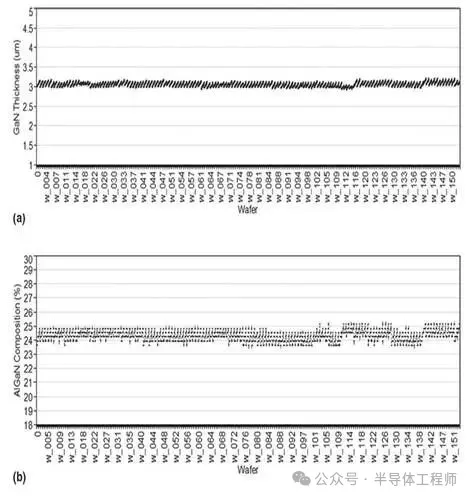
图16 SPC趋势图:a 图为光致发光(PL)测量得到的氮化镓(GaN)厚度趋势,b 图为光致发光(PL)测量得到的铝镓氮(AlGaN)中的铝成分趋势,展示正常波动范围,帮助技术员快速识别异常。
MOCVD 外延系统操作的核心关注点是安全,相关成本的很大一部分用于有毒 / 易燃气体监测和报警系统及应急计划。由于外延过程中仅部分进气用于沉积,未反应的气体和气相反应副产物需通过排气系统排出,因此需在设备下游安装减排系统,减少对大气的排放。外延代工厂必须严格遵守《职业安全与健康法》(OSHA)、《有毒气体条例》、《统一消防规范》、《清洁空气法》及地方相关法规,确保操作安全和环境合规,这是行业可持续发展的基本前提。
电子和光电子行业持续发展,外延技术将向更高性能要求、更高效生产模式演进。下一代器件对於外延层规格要求更高,包括过渡层更陡峭、掺杂分布更精准,低热预算异质外延、图案化衬底上的外延将更广泛应用。为适配这些需求,外延系统需采用新型反应器设计,实现计划预防性维护之间的长期稳定生产。同时,行业将推进材料质量(如 PL 特性、厚度、成分)的完全自动化和先进实时原位监测与工艺控制,通过提升良率、减少甚至消除外延后检测,进一步降低总体成本。
外延技术是半导体与光电子行业的核心支撑,涵盖基础原理、生长技术、材料表征、制造控制的完整体系,其发展与创新直接推动各类高性能器件的产业化进程。从三种生长模式到 MBE 与 CVD 的技术竞争与互补,从 GaN 外延的技术突破到多维度表征手段,从严格工艺控制到安全合规运营,外延技术的每一步发展都融合了材料科学、质量控制、工程设计等多学科知识。未来,随着技术持续演进,外延将继续为电子和光电子行业的创新提供核心动力,而由多领域专家组成的团队,是打造成功外延代工厂、推动行业进步的关键力量。
 当前位置:
当前位置: 
 服务热线
服务热线 浙江省杭州市拱墅区环城北路165号汇金国际大厦
浙江省杭州市拱墅区环城北路165号汇金国际大厦 laicailaicai@163.com
laicailaicai@163.com